

Ремонт сцепления
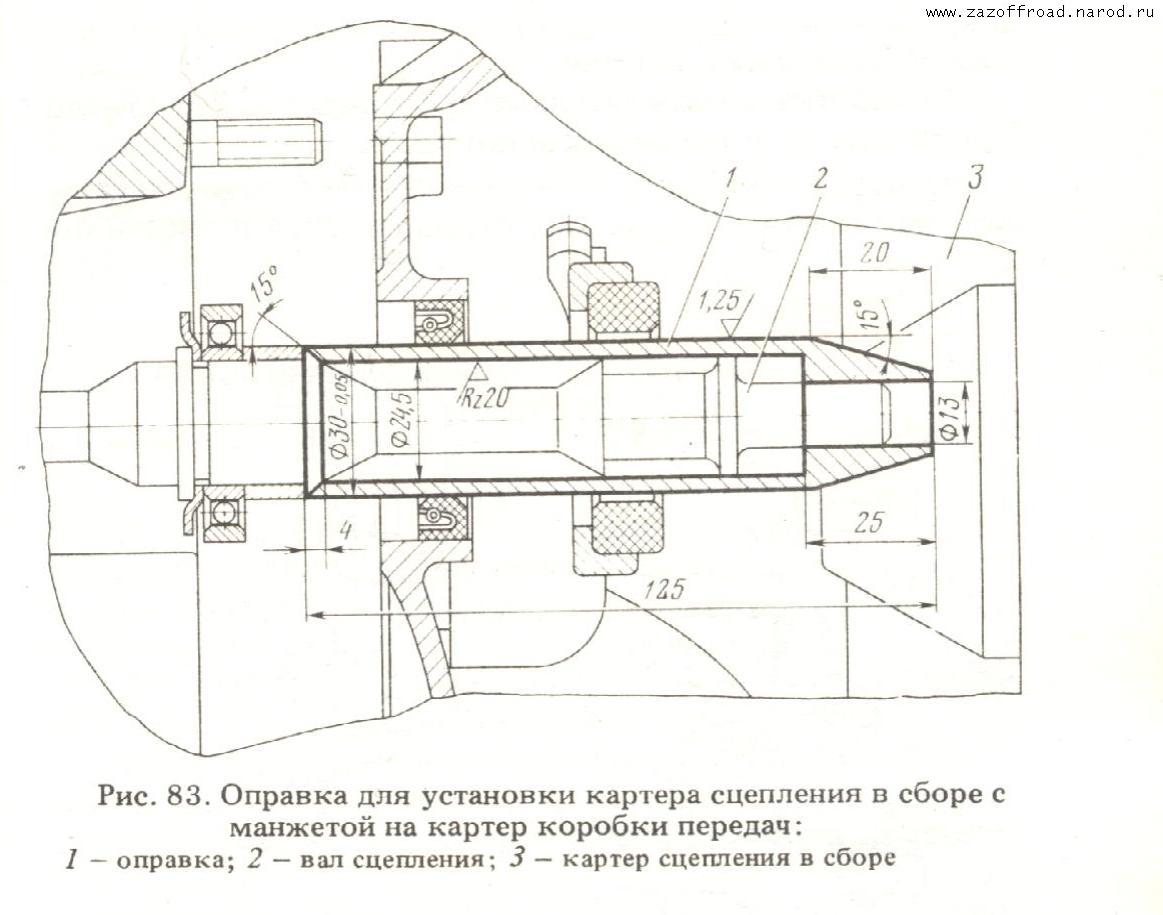
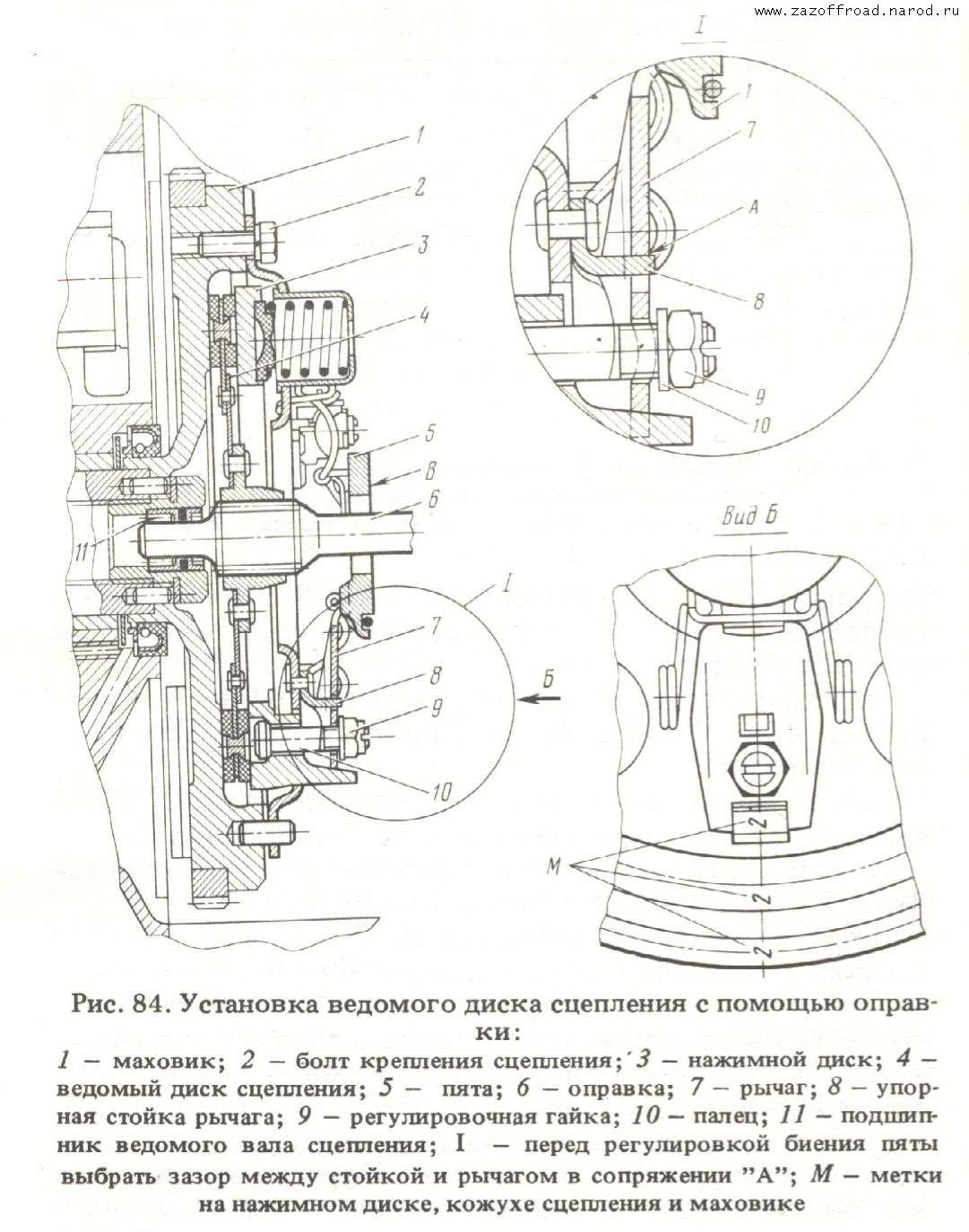
Снятие и установка сцепления. Для снятия сцепления необходимо снять силовой агрегат с автомобиля, отсоединить коробку передач и затем, зафиксировав маховик стопором, отвернуть болты крепления сцепления и снять его; отвернуть гайки крепления картера сцепления к картеру коробки передач и легким постукиванием снять картер сцепления и прокладку. Разборка и сборка сцепления. Для разборки и сборки сцепления необходимо иметь приспособление (рис. 82), оправку (см. рис. 84), торцовый ключ с головками 14, 17, рожковый ключ 14, отвертку с шириной лезвия не более 6 мм; комбинированные плоскогубцы, ножовку по металлу и клещи (см. рис. 85). Перед разборкой сцепления нужно его очистить от грязи и насухо протереть, пометить совместное расположение деталей для установки их по меткам при сборке. Порядок разборки следующий: установить кожух сцепления в сборе с нажимным диском в приспособление (см. рис. 82), а при отсутствии его в гаражных условиях можно воспользоваться маховиком двигателя и распилить буртики регулировочных гаек 4 (см. рис. 80), вдавленные в пазы пальцев 5; отвернуть и снять регулировочные гайки 4, опорные шайбы 3, пяту 8, рычаги 6 и пружины 7; отвернуть рукоятку 5 (см. рис. 82) приспособления и снять скобу 4 приспособления, кожух 1 (см. рис. 80), стаканы 9 нажимных пружин, нажимные пружины 10 и термоизоляционные прокладки 11; на сцеплении силового агрегата МеМЗ-966Г: снять пружинное кольцо 16 (см. рис. 79) и регулировочные шайбы 17 с оси вилки 15; отвернуть гайку 22, снять шайбу 21, осторожно выбить клин 20, вынуть ось вилки из гнезд картера сцепления, а также из вилки 12 выключения сцепления. Снять возвратную пружину 13 вилки, два соединительных звена 18 и подпятник 10 выключения сцепления; на сцеплении силового агрегата МеМЗ-966В; отвернуть болты крепления кронштейна 30 и винты крепления резинового чехла 28 и снять вилку 27 в сборе; выпрессовать манжету 5 картера сцепления (только при необходимости замены). Проверка состояния деталей. Потребность в проверке деталей механизма сцепления возникает обычно при износе фрикционных накладок или графитового подпятника. Остальные детали изнашиваются незначительно, причем их износ не приводит к потере работоспособности механизма. Картер сцепления. Уплотняющие поверхности не должны иметь рисок, забоин и трещин. Риски и забоины зачищают, при обнаружении трещин их необходимо заварить или заменить картер сцепления в сборе с картером коробки передач. Заварка выполняется вольфрамовым электродом в среде аргона. Проверяют размеры втулок и оси вилки (см. прил. 2), зазор между втулками и осью не должен превышать 0,6 мм. При большем зазоре втулки следует заменить. Ведомый диск (см. рис. 81). Следует убедиться в легкости перемещения ступицы диска по шлицам ведущего вала коробки передач. При большом износе шлицев ступицы или вала (перекос ступицы на валу) изношенные детали нужно заменить. Фрикционные накладки не должны быть замасленными, поломанными, сгоревшими или изношенными до головок заклепок. В противном случае накладки следует заменить, так как при наличии указанных отступлений уменьшается коэффициент трения между ведущим и ведомым элементами, что приводит к пробуксовке сцепления при разгоне автомобиля или при повышении сопротивления его движению. При замене фрикционных накладок осторожно, не задев пружинные пластины, нужно высверлить сверлом диаметром 4,2 мм заклепки 2 и снять поврежденные накладки. Пользуясь ведомым диском как кондуктором, надо просверлить в новых фрикционных накладках 16 отверстий 0 4,2. . .4,4 мм и 8 из них (через одно) рассверлить на проход 0 9,0. . .9,58 мм; остальные 8 отверстий зенковать под головки заклепок сверлом 9,0... 9,1 мм с углом заточки 140 ± 5° на глубину 1,35. . . 1,85 мм. Перед приклепкой фрикционных .накладок следует тщательно осмотреть пружинные 3 пластины и проверить, нет ли на них трещин и высоту волны. Если на пластинах имеются трещины или высота волны пластины меньше 0,4 мм, пластины нужно заменить. Накладку нужно наложить на диск так, чтобы зенкованные отверстия были обращены наружу большим диаметром, а пружинные пластины с отверстием в выпуклой стороне волны — к накладке с отверстием диаметром 4,2 мм. Приклепку накладок следует начинать с противоположно расположенных заклепок при помощи оправки. Приклепав одну накладку, так же следует приклепать вторую; при этом зенкованные отверстия одной накладки должны совпадать с незенкованными другой. После приклепки накладок необходимо проверить утопание головок заклепок, которые должны быть 1. . .1,6 мм относительно поверхности накладок и толщину диска в свободном состоянии (8,03. . .8,67 мм). Затем следует проверить торцевое биение ведомого диска в сборе на оправке или на валу сцепления, которое должно быть не более 0,75 мм, и при необходимости отрихтовать. Нажимной диск сцепления (см. рис. 80). Проверяется неплоскостность рабочей поверхности диска 2 (допускается не более 0,05мм). Если на рабочей поверхности имеются кольцевые риски, задиры, следы износа или коробление, диск необходимо прошлифовать. Шлифование нажимного диска и связанное с этим уменьшение его толщины снижает суммарное рабочее усилие нажимных пружин 10. Для сохранения этого усилия при сборке сцепления необходимо установить шайбы под термоизоляционные прокладки 11. Толщина шайбы должна быть равна толщине снятого при шлифовании слоя металла. Боковые поверхности трех выступов не должны иметь износа более 0,2 мм, при большем износе происходит заедание рычагов, поэтому диск нужно заменить. Нажимные рычаги 7 и рабочие поверхности под опору и пяту нажимного диска не должны иметь более 0,2 мм. Нажимные пружины. Проверяется упругость нажимных пружин. Рабочее усилие каждой из них (при сжатии до размера 31,0 мм) находится в пределах 37. . . 41кгс. По величине рабочего усилия нажимные пружины сцепления сортируются на две группы: с рабочим усилием 37. . .39 кгс, которые маркируются черным цветом, и с рабочим усилием 39.. .41 кгс, которые маркируются серым цветом. На одно сцепление ставятся нажимные пружины одного цвета. Подпятник выключения сцепления имеет повышенный износ, если при эксплуатации автомобиля не отрегулирован свободный ход педали сцепления, а также при неправильном вождении автомобиля, т. е. когда без надобности держат ногу на педали сцепления. Выступание поверхности графита относительно обоймы должно быть не менее 1 мм, при уменьшении указанного размера подпятник в сборе заменить. Поверхности цапф обоймы не должны иметь износа более 0,3 мм в противном случае подпятник в сборе нужно заменить'. Подшипники вала сцепления (передний игольчатый и задний шариковый). Вращение иголок и шариков должно быть свободным, без заедания. Подшипники нужно промыть. Передний игольчатый подшипник заправить тугоплавкой смазкой № 158 в количестве 2.. .3 г. Смазка вводится со стороны резьбовой части болта. Сборку сцепления следует проводить в последова- тельности, обратной разборке: установить манжету 5 (см. рис. 79) в картер сцепления 1, смазать наружный диаметр и рабочую кромку манжеты смазкой Литол-24, проверить правильность установки пружины манжеты; в сцеплении МеМЗ-966Г установить втулки 11 и 14. Смазать рабочие шейки оси 15 смазкой № 158, ввести ось во втулку 14 и установить на нее пружину 13, вилку выключения 12, клин 20 ввести в вилку, затянуть гайку 22 клина. Проверить и при необходимости установить осевое перемещение оси в пределах 0,1. . .0,5 мм подбором регулировочной шайбы 17. Смазать цапфы подпятника 10 графитовой смазкой, установить их на вилку 12 и закрепить звеньями 18; в сцеплении МеМЗ-966В смазать ось 29 вилки графитовой смазкой, собрать вилку 27 с кронштейном 30, установить на вилку подпятник 10 и закрепить звеньями. Установить вилку в сборе с кронштейном в картер сцепления и закрепить болтами; смазать прокладку картера коробки и картера сцепления с двух сторон уплотняющей пастой УН-25 и установить вал сцепления; на вал сцепления 2 (рис. 83) надеть оправку 1, во избежание нарушения уплотняющей кромки манжеты и выпадания пружины манжеты поставить картер сцепления на картер коробки передач и затянуть гайки; снять оправку; собрать нажимной диск сцепления с кожухом (см. , I №. 80). Перед сборкой опорные поверхности шайбы 3, упорных стоек 12 рычагов 6 и пяты 8 слегка смазать графитовой смазкой и установить в приспособление (см. рис. 82); предварительно отрегулировать положение пяты на размер 40,5 мм РегУлировочные гайки при этом не стопорить;' снять сцепление в сборе с приспособления и прокачать его, нажимая на пяту рычагов при помощи рычажного или винтового пресса. Ход пяты при этом должен быть 11 мм, количество качков не менее 150; при замене нажимного диска 2 (см. рис. 80) или кожуха 1 нажимной диск с кожухом в сборе необходимо статически отбалансировать (допустимый дисбаланс 40 г-см) высверливанием металла в кожухе 1 сверлом 0 8,5 мм, выдерживая расстояния между центрами отверстий не менее 12,5 мм; при балансировке нажимной диск нужно устанавливать на контрольные отверстия "а", после балансировки нанести метки "б" на один из выступов нажимного диска и кожух для предотвращения смещений при повторной разборке и сборке. Установка и окончательная регулировка сцепления. Производятся в следующем порядке: протереть опорную поверхность маховика, установить на оправку 6 (рис. 84) ведомый диск и ввести оправку в подшипник 11. Установить нажимной диск с кожухом в сборе на маховик, совместив метки, нанесенные на кожухе сцепления и маховике (см. рис. 84, бид Б). Этим сохраняется взаимное положение деталей, которое было при динамической балансировке коленчатого вала в сборе с маховиком и сцеплением; прикрепить сцепление к маховику болтами 2. Подготовить приспособление (см. рис. 39) для окончательной регулировки положения пяты сцепления на двигателе; установить перемычку 2 с индикатором на установочную плиту 5 по контрольной стойке 1 пяты, задать натяг 0,5. . .1,0 мм и совместить стрелку индикатора с "0". Контрольную стойку 1 установить на номинальный установочный размер пяты 40,5*^* s мм> установить приспособления для проверки биения пяты на шпильки картера и закрепить его; отрегулировать положение пяты 5 на размер 40,5*^ мм и взаимное биение плоскости В пяты сцепления относительно маховика отвертыванием или завертыванием регулировочных гаек 9 (см. рис. 84). При регулировке рычаги 7 нужно сдвинуть в крайнее положение от центра до упора в упорные стойки 8, т. е. зазора в соединении А не должно быть. Биение плоскости В пяты 5 должно быть не более 0,1 мм. После регулирования биения пяты зафиксировать клещами 1 (рис. 85) гайки 2, вдавив бурт на гайках в прорези на торцах пальцев 3. После стопорения гаек биение пяты не должно превышать 0,8 мм.